






1000A Automatic Submerged Arc Welding Machine IGBT Inverter SAW MMA Gouging Welder With Welding Tractor Description:
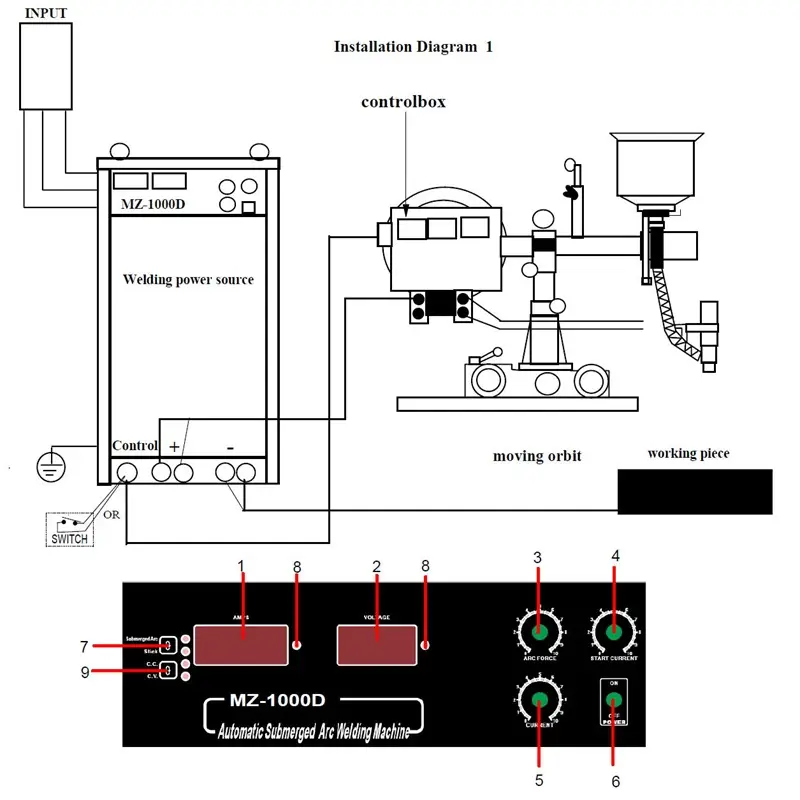
The MZ-1000D 1000A Automatic Submerged Arc Welding Machine is a high-performance IGBT inverter Submerged Arc Welder designed for heavy-duty industrial welding applications. Combining Submerged Arc Welding (SAW), MMA Stick Welding, and Carbon Arc Gouging functions in one powerful system, this automatic submerged arc welding machine delivers exceptional welding efficiency, deep penetration, and superior weld quality for large-scale fabrication projects.
Powered by advanced IGBT inverter technology, the MZ-1000D Submerged Arc Welding Machine provides stable arc performance, precise welding control, and excellent energy efficiency. The machine features a digital display for real-time monitoring of welding current and voltage, allowing operators to accurately control welding parameters and ensure consistent welding results.
Equipped with welding current and voltage preset functions, the system enables quick setup and improved productivity. Its heavy-duty cycle design ensures reliable continuous operation in demanding industrial environments. Supplied with an automatic welding tractor, connecting cables, and a 25kg wire spool capacity, the machine is ready for high-efficiency automatic welding operations.

The MZ-1000D SAW welding machine is suitable for welding mild steel, alloy steel, stainless steel, and heat-resistant steel, making it an ideal solution for steel structure fabrication, shipbuilding, pressure vessel manufacturing, wind tower production, pipeline fabrication, bridge construction, and heavy industrial engineering projects.
Automatic Submerged Arc Welding Machine Specification:
| Model | MZ-630D | MZ-1000D | MZ-1250D |
| Power Supply Voltage | 3*400V, 50/60Hz | 3*400V, 50/60Hz | 3*400V, 50/60Hz |
| Rated Input Capacity (KVA) | 44 | 50 | 76 |
| Rated Input Current (A) | 64 | 85 | 110 |
| No Load Voltage | 70 | 85 | 85 |
| Output Current Range | 100–630A | 100–1000A | 100–1250A |
| Duty Cycle | 100% | 100% | 60% |
| Weight | 68kg | 120kg | 135kg |
| Overall Size L*W*H (mm) | 660*350*730 | 590*490*1060 | 590*490*1060 |
Standard Accessories
Earth clamp cable 5m
Welding Tractor cable 15m
MZ-3C weld Tractor
Optional Accessories
Digital display MZ-3C Weld Tractor

Automatic Submerged Arc Welding Machine Feature:
IGBT inverter DC SUBMERGED ARC and MMA, Gouging
Digital display weld Amps and voltage
Stable arc and high-performance welding
Weld Current and Voltage preset function
Heavy-duty cycle
With auto welding, the tractor and connecting cables
25kg standard wire spool
About ALAND WELDING:
Founded in 2012, BEIJING ALAND WELDING is a professional manufacturer and global supplier of advanced welding equipment and solutions.
We integrate R&D, manufacturing, and international export, delivering high-performance welding machines designed to make welding more efficient, precise, and reliable.
With a strong focus on technology and product quality, ALAND provides professional welding solutions for industrial users around the world.
Product Portfolio
Our comprehensive product range includes:
Pulse MIG/MAG Welding Machines
AC/DC TIG Welders
MMA (Stick) Welders
Multi-Function Welding Machines
Plasma Cutting Machines
Submerged Arc Welding Equipment
Laser Welding / Cutting / Cleaning Machines
Complete Welding Accessories and Consumables

If you are interested in our products or plan to import the MZ-1000D Automatic Submerged Arc CC&CV Welding Machine and other construction products, please feel free to contact us. Looking forward to long-term cooperation with you.



