
Methods of welding pipes---a must-read for novices
ALAND WELDING Let you feel the most sincere welding service
Welding equipment: Automatic welding equipment is used for filling and covering.
Welding materials: Choose welding wire for root welding base material, such as 304 or 316 stainless steel wire spool.
Bevel cleaning: Before assembly, clean the bevel first. Use an angle grinder or electric wire brush to remove oil, rust, water and other dirt within 25mm of the bevel and the edges of the front and back until all metallic luster is exposed.
Nozzle pairing: The nozzle pairing directly affects the quality of root welding. It must be carried out strictly according to the welding process parameters, and the blunt edge of the groove is controlled within the range of 0.5~2.0mm; because the entire welding process is automated welding, the groove gap does not need to be Keep. The picture below shows manual welding, leaving a gap of 2.5~3mm.

Parameters related to pipeline mouth teaming
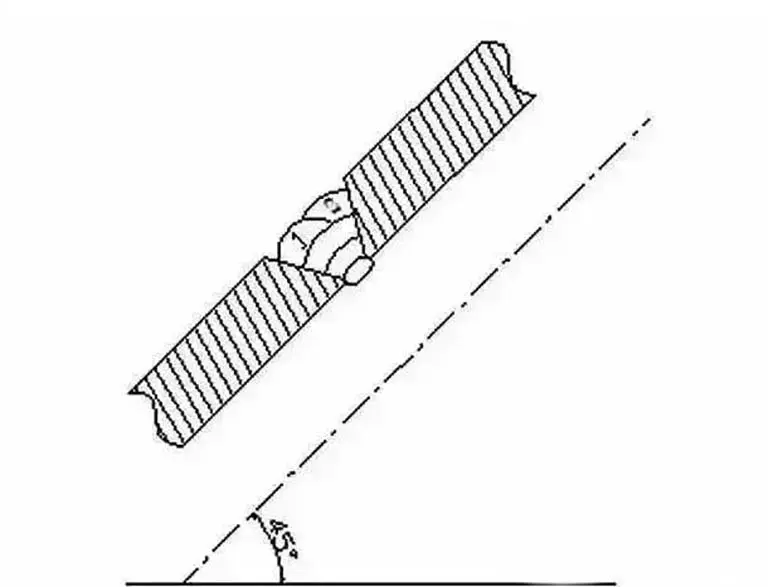
Pipe mouth positioning welding: The pipe mouth is positioned using internal clamps. 8 to 10 U-shaped clamps can be used, evenly and symmetrically distributed in the pipe mouth, and welded firmly. Then fix the weldment on the welding frame at an angle of 45°.
Inclination diagram
2. Welding
(1) Select welding process parameters
Welding process parameters are an important basis for guiding welding operations. From root welding to filling and cover welding, welding process regulations must be followed and welding process parameters must be strictly controlled. welding pipes
(2) Root welding
Preheating before welding: X70 steel grade is higher and has a strong tendency to crack. It must be preheated before root welding. The groove and surroundings must be heated to 80~120℃ before root welding can be carried out.
Root welding: Also known as bottom welding, generally self-fluxing base material does not require filler wire. Usually high-temperature and high-pressure pipeline welding must pass a first-level or second-level flaw detection test, which requires argon gas protection inside the weld bead in order to achieve single-sided welding and double-sided forming. This requires sufficient experience to face various materials. , size of pipe fittings to call up the corresponding base welding parameters. The equipment has corresponding experience data, can randomly store up to one hundred sets of welding processes, and can realize one-click operation for welding.
Use short arc operation to prevent the generation of pores, facilitate penetration of the groove root, prevent incomplete penetration and incomplete fusion, and at the same time prevent concave and collapse, and ensure that the joint is full when replacing the welding rod.
After root welding, surface slag and spatter should be thoroughly removed, especially the interface between the weld and the groove surface should be cleaned to avoid slag inclusions during welding of the lower weld bead. welding pipes
(3) Filling welding
X70 grade steel has a certain tendency to crack. In order to prevent cracks, the interlayer temperature must be ensured to be above 80°C. Appropriate heating measures must be taken during welding construction in winter.
After the root welding is completed, the welding layer should be cleaned immediately, followed by the welding of the hot welding layer and the filling layer; the welding defects in the filling layer are mainly pores, slag inclusions and lack of fusion. During filling welding, maintain short arc welding; use a straight line or a slight swing; and continuously adjust the inclination of the welding gun from top to bottom. welding pipes
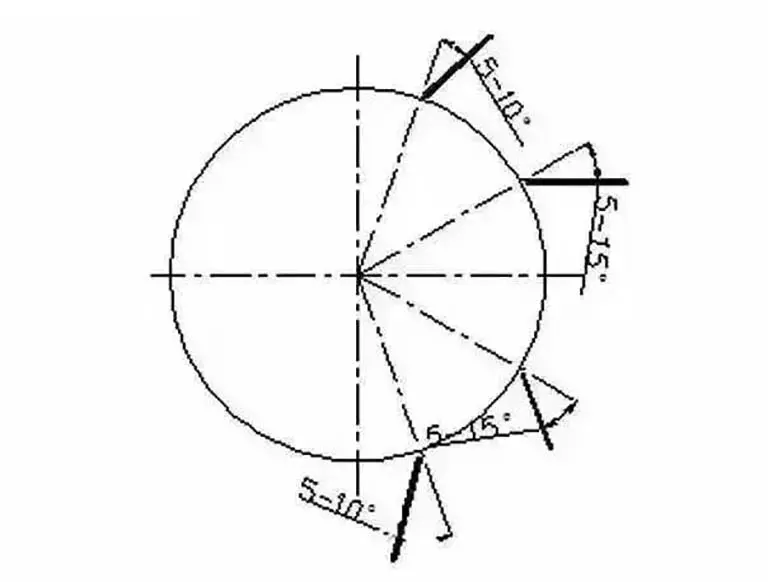
Keep the welding wire at the angle shown in Figure 2: after each layer of welding is completed, the slag must be cleaned with a grinder or electric wire brush before welding the next layer; when the filling layer is wide, row welding can be used, and it must be rowed first The welding beads are arranged one after another, and upwards in sequence, as shown in Figure 3. The welding beads must be uniform and full, with good fusion on both sides.
In particular, it should be noted that when filling the last layer of welding, the edge of the groove cannot be damaged to ensure that the groove of the cover layer is clearly outlined (as shown in Figure 3), which provides a reference for controlling the melt width of the cover weld.
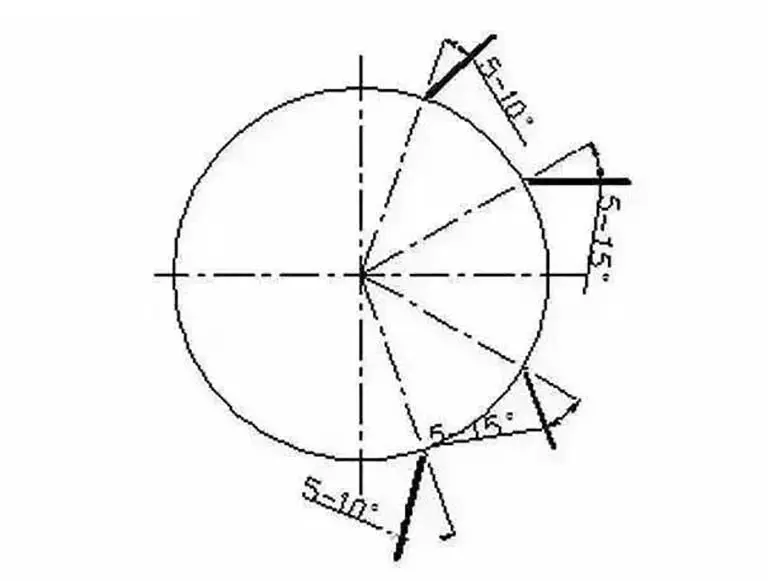
Fill layer weld bead sequence
(4) Cover
Cover welding should ensure that the appearance and size of the weld are qualified, there are no welding defects, and the shape is beautiful. It is the last process of the welding joint and also a key process.
There are outstanding difficulties in welding the pipe orifice cover at an angle of 45°C. The appearance is prone to undercuts and super-high weld defects. Grooves are prone to appear between weld beads. Appropriate process methods must be adopted.
Strictly follow the requirements of the process parameters, use a straight line with slight swing to transport the strip, the swing amplitude should be appropriate, the groove edges on both sides of the melt are preferably 1.5mm ~ 2mm, the swing transport is conducive to gas precipitation and slag floating, and can prevent pores and Slag inclusion occurs;
When welding, it is advisable to arrange the upper pass first and then the lower pass, as shown in Figure 4. This can not only appropriately reduce the number of weld passes, but also make it easy to control weld undercut, super high weld beads and the occurrence of grooves between weld beads. and other phenomena, the transition between weld beads is smooth and the shape is beautiful, which is conducive to improving the quality and efficiency of the weld.
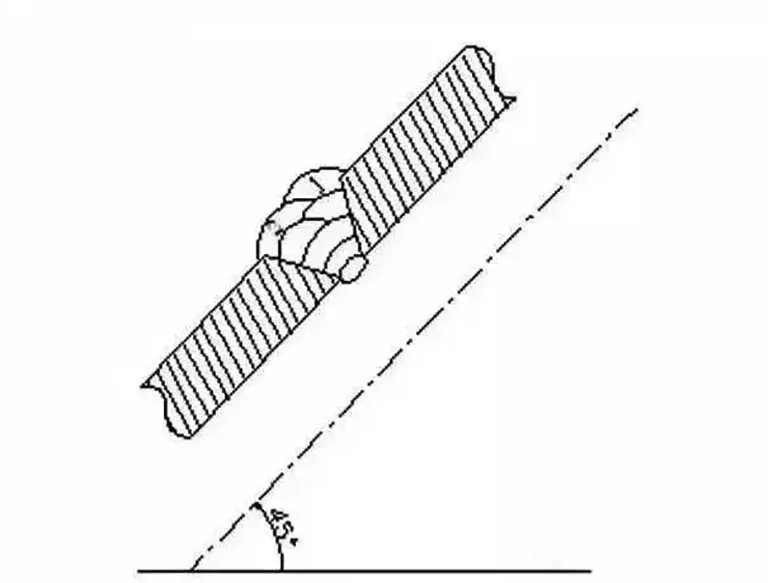
Illustration of cover layer weld bead