")
")
")
Description
CC/CV 1000 POWER SOURCE
Wire Diameter: 1.2-6.0mm(0.047-0.236”)
CC:During welding process, wire feed speed can be adjusted while maintain the same current and stable arc.
CV: During welding process, wire feed speed can be adjusted while maintain the same voltage and stable arc.
CC/CV 1000 power source is constant current and constant voltage inverter based welding power source . Designed primarily for sub arc welding, it is also ideal for MIG, MAG, MMA,CAG and OAC which require high current and high duty cycle, with (dia 1.2-6.0mm) wires and CAG(dia6-12mm) carbons.
Processes: Submerge arc, MIG, Flux-cored, Gouging
Welding Head Options: AH-1,AH-1S,AH-2,AH-3, AH-4,AH-5,AH-6
Application: Shipbuilding, wind tower and pressure vessels
Wire Feeder Options: ArcFeeder I/II/IV
Welding Arc Tractor Options: AT-1/2/3/4/5
Key Features:
- Ablity to preset the current
- 1000A@100% DUTY CYCLE WITH A MAXIMUM OUTPUT CAPACITY OF 1500A
- Reduced heat affected zone, minimized distortion and increased mechanical properties
- Overloading, over current, loss of phase and short circuit protection ensures long-lasting performance
- The maximum possible welding current of 1500A is provided by the power source CC/CV1000
- Line voltage compensation maintains weld consistency, even with line voltage changes of ±15%
- Precise output control results in a stable arc
- Multi output characteristics
- Modular parallel to enhance reliability
- User-friendly operation panel
Technical Data
| Product Name | Input Voltage | Rated Output Current/Voltage/Duty Cycle | Output Range | Dimension H*W*D in(mm) | Net Weight(KG) |
| CC/CV1000 | 3 phase 380V ±15% | 1000A/50V/100% | CC Mode: 100-1000A CV Mode:10-50V |
740*440*946 | 120 |
Closer Look
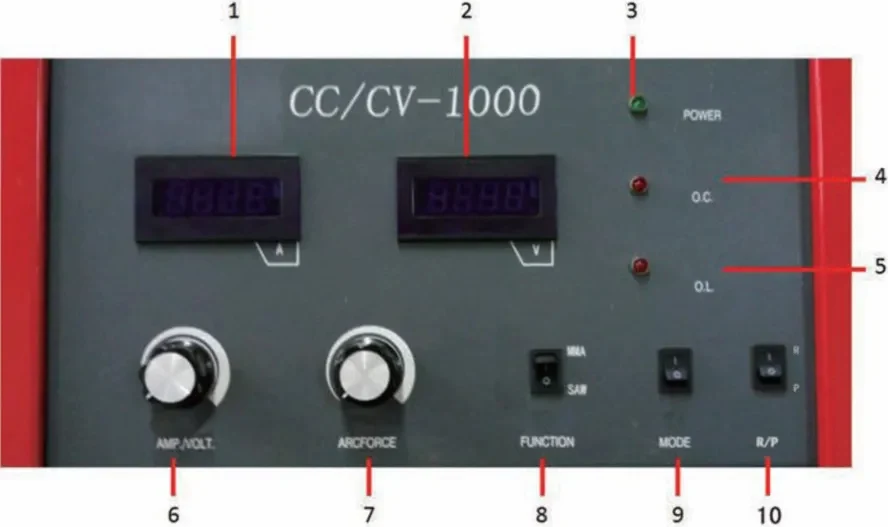
- Amperage Display
- Voltage Display
- Power Indicator Light
- Over Current Indicator Light
- Over Loading Indicator Light
- Amperage / Voltage Adjustment Control
- Areforce Knob
- Function – MMA or SAW
- CC of CV Switch
- Remote or Panel Switch

- Output Positive Terminal ( Red )
- Output Positive Terminal ( Red )
- Tractor Interface ( Controller Interface )
- Output Negative Terminal ( Black )
- Output Negative Terminal ( Black )

- Power Switch
- Input Terminal
- Cable Glands
Printed Control Board ( PCB )
Potted PCB with thermal conductive silicone enables the PCB to work in tough environment, such as high temperature and high humidity environment. All components are in the fully enclosed PCB, which prevents dust, corrosion and humic.
Air Tunnel Desig
Air tunnel thermal design with external rotor motor allows the CC / CV 1000 to work in tough environment.
CC/CV-1000 PRECISE SAW MACHINE
DESCRIPTION
CC/CV-1000 Power source is constant current and constant voltage inverter based welding power source Designed primary for sub arc welding , it is also ideal for MIG, MAG, MMA, CAG and OAC which require high current and high duty cycle, with (Dia 12-60) wires and CAG (Dia 6-12mm) carbon.
CC: During welding process, wire feed speed can be adjusted while maintain the same current and stable arc.
CV: During welding process, wire feed speed can be adjusted while maintain the same voltage and stable arc.
- Overloading, overcurrent, lack of phase and short circuit protection ensures longlasting performance.
- Line voltage compensation maintains welding consistency, even with line voltagechanges of + 15%
- Wire Diameter Support 1.2mm-6 0mm(0.047-0.236)
- Precise output control results in a stable arc
- User-friendly operation panel
- Heavy duty-1000A @100 % duty cycle with a maximum output capacity of 1500A
- Multi-process: Submerged arc, MIG, Flux-cored, Gouging
TECHNICAL
| Model No. | CC/CV-1000 |
| Welding current max | 1000A |
| Welding current min | 100A |
| Welding current/Duty cycle(10min/40℃) | 1000A@100% |
| Operating voltage(CV mode) | 10-50V |
| Mains frequency | 50-60Hz |
| Mains voltage | 3*380V/415V/440V |
| Dimension(LxWxH) | 740*440*946mm |
| Weight | 120kb(265lbs) |
HIGHLIGHTS
ARCTRACTOR
Arctractor is the control box of Submerged Arc Welding Machine. It is with Voltage Sensing Technology. Arc Tractor Process control with digital display, allows presetting and control of welding parameters. There aretwo kinds of boxes available to meet all kinds of applications for φ1.2-4.0mm range and φ2.0-6.0mm range solid wire.
Wire Feed Speed: 1-11m/min for φ1.2-4.0mm; 0.5-7m/min for φ2.0-6.0mm
SUBARC TRACTOR
AT-1 Self-propelled, 3-wheeled drive provides stable, accurate and constant operation. Compact and efficient design allows for easy movement between work pieces. Easily accommodates a 25kg(55-pound ) wire reel for fewer wire changeovers. Horizontal, vertical and rotary slides allow for quick adjustment of weld nozzle into various positions.
More tractors available
AT-1 3-wheel tractoro
AT-2 Flat or fillet welding (thin and medium)
AT-3 Various positions welding
AT-4 Flat or fillet welding (inside & outside circular)
AT-5 Twin wire welding
AT-6 Multi-weld positions (especially fillet welding in horizontal & slop)
WELDING HEAD
AH-1 Welding head for 1.6mm-6.0mm
AH-1S Welding head for 1.2mm-3.0mm
AH-2 Twin wire with sinale arc
AH-3 Hot wire
AH-4 Strip cladding





Reviews
There are no reviews yet.