Introduction and working principle of resistance welding
ALAND WELDING Let you feel the most sincere welding service
What is resistance welding
ERW refers to a method that uses electric current to pass through the weldment and the resistance heat generated outside the contact as a heat source to locally heat the weldment and apply pressure at the same time for welding. When welding, no filler metal is required, the productivity is high, the deformation of the weldment is small, and automation is easy to implement.
ERW is a method that uses the resistance heating effect generated by the current flowing through the contact surface and adjacent areas of the workpiece to heat it to a molten or plastic state to form a metal bond. There are four main ERW methods, namely spot welding, seam welding, projection welding, and butt welding.
Name: resistance welding; Category: spot welding, seam welding, projection welding, butt welding; Applied discipline: mechanical engineering; Energy: resistance heat; Composition: electroslag welding using slag resistance heat as energy and solid resistance heat as energy ERW
Resistance welding principle

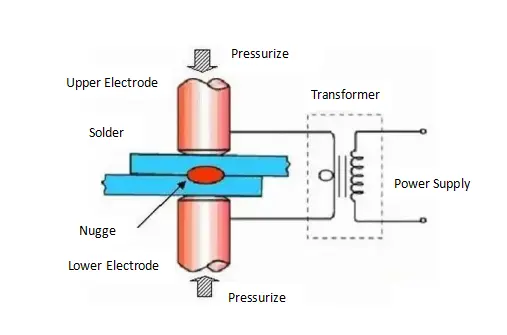
ERW is a type of welding method that uses resistance heat as energy, including electroslag welding that uses slag resistance heat as energy and resistance welding that uses solid resistance heat as energy. Resistance welding is when current passes through a conductor, producing heat due to resistance. When the current remains constant, the greater the resistance, the more heat is generated. When two pieces of metal come into contact, the resistance at the contact far exceeds the resistance within the metal. Therefore, if a large amount of current passes through the contact, the metal nearby will quickly burn red hot and acquire high plasticity. If pressure is applied at this time, the two pieces of metal will join together.
ERW is generally a welding method that puts the workpiece under a certain electrode pressure. Uses the resistance heat generated when the current passes through the workpiece . Melt the contact surface between the two workpieces to achieve connection. Usually larger currents are used. To prevent arcing at the contact surfaces and to forge the weld metal. pressure is always applied during welding. When performing this type of ERW. The surface quality of the workpiece to be welded is of paramount importance for obtaining stable welding quality. Therefore, the contact surfaces between the electrode and the workpiece and between the workpiece and the workpiece must be cleaned before welding.
1. Welding expression
Generation of welding heat and factors affecting heat generation. The heat generated during spot welding is determined by the following formula: Q=I²Rt where
Q——The heat generated (J)
I²——Welding current (A) squared
R——Resistance between electrodes (Ω)
t——Welding time (s)
2. Factors affecting welding effect
Resistance R and factors affecting R. The resistance between electrodes in the above formula includes the resistance R of the workpiece itself, the contact resistance R between the two workpieces, and the contact resistance R between the electrode and the workpiece.
When the workpiece and electrode are aligned, the resistance of the workpiece depends on its resistivity. Therefore, resistivity is an important property of the material to be welded. Metals with high resistivity have poor thermal conductivity (such as stainless steel), and metals with low resistivity have good thermal conductivity (such as aluminum alloys). Therefore, it is easy to generate heat but difficult to dissipate heat when spot welding stainless steel, and it is difficult to generate heat but easy to dissipate heat when spot welding aluminum alloy. When spot welding, the former can use a smaller current (thousands of amps), while the latter must use a large current (tens of thousands of amps).
